
发布日期:2016-07-14
第44届世界技能大赛选拔赛焊接项目简评

2016年7月8日——10日,历时3天的激烈角逐,第44届世界技能大赛(焊接、建筑金属结构)2个项目的技能选拔赛在四川成都技师学院顺利落下帷幕,北京零时达科技有限公司提供的三款焊接设备为大赛的顺利进行提供了有力的保障。
本次大赛的焊接项目涉及三种母材种类(不锈钢、碳钢、铝合金),四种焊接工艺,共分三个模块。
第一模块由四组低碳钢试件组成,10mm对接仰焊板(如图1)、管管对接45度固定(如图2)、16mm板横焊(如图3)和板立角焊(如图4),焊接方法要根据抽签确定,这四组低碳钢试件中,从技术层面上讲,全手工焊条焊接的仰焊板和45度管管对接焊难度较大,由于仰焊板在历届焊接技能大赛的赛项上都必不可少,所以在操作技能上各家都有所掌握,所比的是谁家的基本功更扎实,技术掌握得更到位。45度管管对接电弧焊的难点个人认为有两点,第一是打底阶段每一个接头的处理及焊接后在保证背面成型好的基础上,焊缝正面是否有较深夹沟或焊肉下垂的现象,从而影响盖面后的焊缝内在质量。第二个难点是盖面焊接要做到焊缝对咬边的控制,通过焊接过程中的斜拉摆动来控制好熔池走向,使焊肉不出现下垂和咬边。从本次大赛的45度管管焊的总体成绩来看,由于焊接过程中允许进行电动工具打磨处理,所以对于内在质量的控制都做得还不错,65名选手中射线探伤0分的只有8人。选手中外观分数丢分的较多,满分50分中,最高得分也只有36分,可见该项目还是有一定的难度。

图1:10mm对接仰焊板
 3
3
图2:管管对接45度固定

图3:16mm板横焊
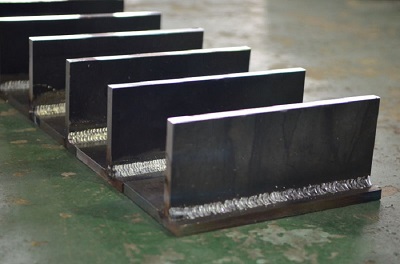
图4:板立角焊
第二模块和第三模块分别是铝合金管板结构的焊接(如图5)和不锈钢结构件的焊接,可以说这两个模块也是本次大赛难度最大的,技术含量较高的两组焊接试件。
第二模块铝合金构建中铝管的焊接难点主要在于背部融透(如图6)和内在质量的保证。背部融透主要是考验选手对熔池的理解,在组对焊缝0间隙的情况下,如何能够识别熔池温度是否达到,送递焊丝时间的选择,这些都至关重要,而且在焊接过程中,由于铝合金的导热系数大,焊接过程中随着温度的上升,焊接速度也会越来越快,如果手法跟不上,只是依靠小电流慢速焊,这样就会在某一点(比如引弧处)不停的加热,局部时间加热久了焊缝内部会很容易出现过热裂纹,焊缝表面发白无光泽,所以铝合金焊接一般要求大电流快速焊接,也是为了在引弧初期就能够快速打开铝合金表面的Al2O3薄膜。该薄膜熔点高达2050℃,极大地超出了铝的熔点(660℃),由于这层薄膜的保护,所以铝不易产生腐蚀,但在焊接时,Al2O3会阻碍熔池金属良好结合,容易形成夹渣气孔等缺陷,可以说是焊接的障碍,所以在铝合金焊接中要想达到探伤一级确实很难。一般要先进行酸碱水清洗或机械清理等前期处理。还要保证干燥不潮湿的情况下焊接才能够保证质量,当然对于选手的焊接操作技能也是首选。这次参赛的65名选手中,该项射线探伤满分40分的情况下只有一人满分,30分以上的有7人,内在质量不得分的占多数。这与铝合金焊接普及面较窄也有关系。随着这项赛事的不断进展。我想在不久将来大家一定会攻克难关,充分掌握好这门技术。

图5:铝合金管板结构的焊接

图6:背部融透
对于第三模块中不锈钢结构件的焊接,个人观点是其焊接难点要更甚于铝合金的焊接。众所周知不锈钢在高温状态下非常容易氧化,而且变形量也较大。这次的不锈钢结构件组对完毕后,所有焊缝根据要求都不允许留间隙、开坡口焊接,并在背部充气的情况下实现单面焊双面成型(如图7),它的焊接难点之一首先是为防止变形,如何选择好组对之后的焊接顺序,其次是焊接过程中如何能够保证一次焊接背部成型和表面焊缝成型不氧化,乍听起来好像这两点有些矛盾,首先要想保证在不留间隙的情况向背面焊透,就要使熔池的温度充分达到,而熔池温度一旦过高焊缝表面就很容易氧化发黑,本届比赛各路选手也是各显其能,对于氩弧焊喷嘴的使用从6号嘴到10号甚至更大都有使用。其实从理论上来讲,要想使氩弧焊接不锈钢表面成型好,颜色好,主要就是气体的保护效果,如果比赛允许使用氩气保护拖罩进行三重保护,即热影响区也保护起来,那么焊缝达到银白色的金属光泽也是有可能的,但这次只允许两重保护(即内充气和氩弧枪本身气体),那么对于焊缝的正表面只能采取大口径喷嘴进行,才能扩大保护范围,如果条件允许,也可以采用喷嘴内装有滤网的大口径喷嘴进行焊接,这样的气体保护会更均匀。但前提是采用大喷嘴口径的焊枪对焊接过程中选手对熔池观察的视线会有所影响,也要逐渐适应。这次大赛对于大喷嘴的使用只有少数单位想到了这一点。随着本次大赛的结束,我想以后对于不锈钢焊接的氧化问题,会有更多的单位熟悉、掌握,甚至想出更好的办法来解决不锈钢焊接氧化的问题。

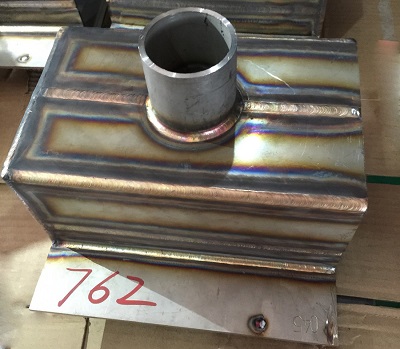
图7:单面焊双面成型

图8:试件展示
以上仅为个人观点,如有不当之处欢迎各位专家批评指正,谢谢!
来源:内部稿件